[Практика]Нарезы. Нестандартные нарезы, размеры, матчасть, советы ¶
By: Slobodan on 2019-11-18 23 ч.
[Практика]Нарезы. Нестандартные нарезы, размеры, матчасть, советы

Внимание: вся информация написана исключительно с образовательной целью. Автор не призывает нарушать закон и не несет ответственности за незаконное использование информации.
Таблица примерных размеров инструмента:
Таблицу точных размеров инструмента составить невозможно, потому, как в каждом разном случае металл отыгрывает на разные размеры. Это зависит от диаметра отверстия, от диаметра болванки, использующейся для изготовления, от марки стали, от качества стали, ее степени термообработки и прочих факторов. Невозможно предугадать, насколько отыграет тот или иной металл, ведь при покупке стали на металлобазе невозможно угадать ее качество, а при использовании вторчермета и подавно. Таблица сделана на базе своего опыта с использованием круглого проката стали 40Х диаметром 25мм, размеры даны такие, чтобы не выйти из допусков. Допуск для пистолетного ствола 0.05мм, для автоматного и армейского винтовочного 0.03мм. Все допуски - только в меньшую сторону, в большую - это уже износ ствола.
Пояснение по таблице:
Настоящий калибр ствола: точные размеры ствола по полям и по нарезам.
Диаметр чистового сверла: диаметр сверла, после которого будет проводиться развертывание.
Диаметр черновой развертки*: диаметр развертки, после которой будет использоваться гладкий дорн вместо шлифовки.
Диаметр калибровочного дорна*: диаметр гладкого калибровочного дорна, идущего после черновой развертки и дающий качественное выглаживание канала ствола с нагартованной поверхностью, не требующей шлифовки. Важно! С гладким дорном есть нюанс: после него заготовки в малых калибрах отыгрывают сильнее, чем в более крупных. Возможно это связано с тем, что для всех калибров автор использовал один и тот же диаметр болванки в 25мм.
Диаметр чистовой развертки**: диаметр развертки, после которой будет проводиться шлифовка наждачным хоном. Припуск на шлифовку зависит от вашего опыта. У автора он обычно 0.03мм.
Важно! Чистовая развертка идет перед шлифовкой вместо черновой развертки.
Диаметр рабочей части нарезного дорна: итоговый диаметр рабочей части нарезного дорна с припуском на отыгрыш стали. Важно! У нарезного дорна нюанс наоборот: отыгрывает сильнее в больших калибрах, нежели в меньших.
Диаметр режущей части протяжки: используется для изготовления стволов методом строгания. При строгании ствол не отыгрывает, однако протяжка неизбежно оставляет задиры. На шустовку и обкатку ствола уходит обычно 0.02мм.
Почему нет размеров .22LR, 6.35 и прочих?
Автор описывает свой опыт и те калибры, с которыми имел дело. С .22 и 6.35 тоже имел, но дорнировать бланки не стал, использовал покупные пневматические бланки 5.5 и 6.35 соответственно.
Матчасть. Что влияет на боевые характеристики ствола?
Длина ствола: это найважнейший фактор при разработке или модернизации любого оружия. Длина ствола в первую очередь диктуется классом оружия, законами физики и здравым смыслом.
Простым языком можно сказать: если вы планируете ствол под пистолетный патрон длиной менее 50мм, под промежуточный (автоматный) менее 150мм, под винтовочный менее 200мм - данную матчасть можете не читать. При такой маленькой длине что простой гладкий ствол, что идеально рассчитаный нарезной покажут плюс-минус одинаково хреновую кучность, дающую возможность поразить разве что грудную фигурную мишень на расстоянии до 20м. Более того, ствол такой длины процентов на 30 снизит дульную энергию патрона, ведь пороховой заряд просто не успеет сгореть до конца в стволе.
Можно поставить на пистолет ствол длиной в 200-300мм можно радикально повысить его боевые характеристики, особенно дальность, но пистолет превратится в другой класс оружия - карабин, и скрытно носить его уже будет невозможно.
Удлинять ствол можно до тех пределов, пока пуля не начнет тормозиться в стволе, но такой ствол невозможно сделать даже в заводских условиях, ведь его длина будет десятки метров, а с укорачиванием ствола зачастую возникают проблемы. Если короткоствольное оружие обычно "переживает" укорачивание на 10-15% и без того короткого ствола, то длинноствольное оружие, рассчитаное что под пистолетный, что под промежуточный/винтовочный патрон этого очень не любит, и возможно придеться изменять шаг нарезов.
Шаг нарезов:
Шаг нарезов (твист) - это расстояние на котором нарезы (и пуля, проходящая по каналу ствола) делают один полный оборот. В СССРовской или российской системе он указывается в длине в миллиметрах, в западной (натовской): в о дном обороте на число дюймов. Первое правило в расчете твиста: это не калибр пули, а ее длина. Более длинной пуле нужен более короткий (быстрый) шаг нарезов, более короткой пуле - более длинный (медленный). Более длинная пуля куда быстрее теряет осевое вращение, нежели короткая.
Шаг нарезов на разных оружейных заводах и фирмах рассчитывается по формулам, которые они держат в секрете. Готовые, общедоступные шаги нарезов можно найти в описании к конкретному оружию, но если вы делаете кастом - придеться сильно напрягать мозги.
Важно! Вопреки распространенному мнению шаг нарезов влияет не только на пулю и боевые качества, он еще влияет на импульс отдачи, давление в стволе и патроннике, нагрузку на стенки ствола. Пуля в стволе обтюрируется, вжимаясь в поля и закручиваясь по нарезам.
Что касается гладкого ствола - то он имеет немного другой принцип: в гладкоствольном оружии за обтюрацию отвечает пыж, а самодельный гладкий ствол к нарезному оружию делается усредненного диаметра между диаметра ствола по полям и по нарезам, это нужно для обтюрации.
Короткоствольный (пистолетный): Применяется во всех пистолетах и револьверах, так же в пистолет-пулеметах. Такое оружие использует относительно слабые пистолетные патроны и имеет относительно небольшой запас прочности основных узлов в угоду компактности. Пули в пистолетных патронах относительно тяжелые, крупного калибра, но малой длины. Закрутить до устойчивого состояния такую пулю нетрудно.
Пример: Colt M1911 .45A***** имеет шаг нарезов 400мм. ПП MAC-10 .45A***** - 510мм.Beretta 92FS имеет шаг нарезов при стволе в 125мм - 250мм, пистолет-пулемет MP-5 имеет шаг нарезов 1:10 (тоже 250мм).
Если вы делаете ствол длиной от 50мм 150мм - пистолетный патрон и шаг нарезов ваш выбор. Что написано далее актуально только для промежуточного и винтовочного патрона и оружия с большим запасом прочности, от "большого" ПП (например ППШ) и до винтовки с любой системой запирания затвора.
Армейский (универсальный): армейское оружие использует разные патроны. В основном это разновидности пули ПС, с сердечником из стали, свинцовой рубашкой и медной оболочкой. Они примерно процентов на 30 легче стандартных гражданских. Разные пули повышенной пробиваемости (ПП) имеют массивные сердечники из закаленной стали. Бронебойные пули как правило самые легкие, не имеют совсем свинцовой рубашки, имеют прочный сердечник из какого-нибудь твердого металла и твердую и толстую медную оболочку, дабы сердечник не вылетел сам по себе. В некоторых случаях используются и удлиненные тяжелые пули - дозвуковые патроны или патроны с уменьшеной начальной скоростью (УС). При таком "выборе" боеприпасов очень трудно подобрать нужный твист, поэтому шаг нарезов на армейском оружии выбирают либо идя на компромисс, либо на самый часто используемый патрон.
Пример: мало кто знает, из винтовок AR-Серии M16 и М16А1 самые смертоносные. Твист ствола в 356мм и 305мм недокручивал даже относительно легкие пули патрона М193 и в результате пуля, попадая в биоцель начинала кувыркаться. Это приводило к ужасным травмам и минимальной выживаемости. Побочный эффект этого медленного твиста - очень сильная рикошетность и недостаточная дальность. От этого и родился миф о пуле "Дум-Дум", "специально разработанной пуле со смещенным центром тяжести". Модификации М16, начиная с А2 подверглись укорачиванию твиста до 178мм и рассчитаны под использование более длинных и тяжелых пуль SS109, что свело на нет убойный эффект, повысило точность и пробивное действие.
Охотничий (гражданский): Охотничье нарезное оружие в основном использует гражданские патроны, которые снаряжаются цельносвинцовыми пулями. Плюс к тому охотничьи патроны, рассчитаные на крупного зверя снаряжаются удлиненными, тяжеленными свинцовыми экспансивными пулями - для достижения максимального стоп-эффекта. Длинную, тяжелую пулю сложнее закрутить, поэтому шаг нарезов у охотничьего оружия относительно короткий (немногим короче армейского в одном и том же калибре).
Пример: на Западе оружие законодательно разделяется на гражданское и охотничье, поэтому гражданские стволы делают под гражданские пули, а армейские стволы - под армейские. На взаимозаменяемость пуль это не влияет, но влияет на боевые характеристики: положительно на гражданские пули, отрицательно на армейские. В России же ставят одни и те же стволы с армейским твистом и на граджанское оружие.
Высокоточный: разновидность гражданского. Самый редко встречающийся шаг нарезов. Встречается только у кастомных, собраных на заказ винтовок. Твист подбирается строго под определенный боеприпас, как правило не только один тип пули, а даже одного производителя. Как правило такие винтовки заказывают спортсмены-высокоточники, но встречаются они и на вооружении снайперов элитных подразделений.
Примера нет, такие винтовки делаются на заказ.
Специальный: специальное оружие с отсечкой пороховых вообще не имеет эффекта обтюрации, а длинная пуля патрона СП выпущеная из гладкого ствола с вероятностью в 90% уже на метре полетит боком. А нарезы могут дать повышенную нагрузку на и без того неслабо нагруженную гильзу, что повлечет разрыв оной. Шаг нарезов тут нужен очень медленный, чтобы не давал нагрузки на пулю и хоть немного ее закручивал, чтобы она хоть 20 метров пролетела прямо.
Пример: НРС - Нож Разведчика Стреляющий имеет шаг нарезов, если не ошибаюсь 340мм.
Что будет, если шаг нарезов получился более пологий (медленный) чем нужно?:
В пистолете или компактном ПП (Кедр, Скорпион): ничего существенного не случиться, потеряете 2-3м прицельной, и метров 10 полетной дальности пули, и незначительно снизится доскопробиваемость.
В полноразмерном ПП: потеряете 5-10% прицельной, полетной дальности и доскопробиваемости. На ПП на свободном затворе возможна нестабильная работа автоматики.
В в оружии под промежуточный и винтовочный патрон (винтовка, штурмовая винтовка): пуля будет нестабильна, что приведет у уменьшению прицельной дальности и пробивной способности. Так же будет повышенная рикошетность (на сильно пологом шаге в буквальном смысле рикошетит от листьев) и сильное воздействие на биоцель (убойное действие).
Что будет, если шаг нарезов получился более крутой (быстрый) чем нужно?:
В пистолете или компактном ПП (Кедр, Скорпион): компактное оружие имеет относительно крупного меньший запас прочности. Повлечет повышенный износ узлов и деталей, повысится импульс и отдача. Снизится начальная скорость и дульная энергия. Свинцовые пули будет срывать с нарезов. Важно! Перекрученный более чем в 2 раза от заводского шаг нарезов (в среде оружейников называется - "резьба") в пистолете может повлечь разрыв ствола от чрезмерной нагрузки!
В полноразмерном ПП: снизится начальная скорость, повысится импульс и отдача. Повысится скорострельность (для ПП на свободном затворе), возрастет нагрузка на ключевые узлы и детали. ПП потеряет в дальности, пробивной сповобности и дульной энергии. Свинцовые пули будет соостветственно срывать с нарезов. Если ствол достаточно толстый - то его от выстрела не разорвет, но велик риск застревания пули в стволе и при стрельбе очередью это тоже чревато разрывом.
В в оружии под промежуточный и винтовочный патрон (винтовка, штурмовая винтовка): такое оружие имеет очень большой запас прочности, но и неслабую мощность патрона и сильное давление в патроннике. У такого оружия и так шаг нарезов быстрый, примерно полтора оборота на ствол. В некоторых образцах два и больше оборота (СВД с 1975 и карабин Тигр- 240мм при длине нарезной части ствола 550мм). При перекруте твиста будет снижение начальной скорости и снижение прицельной дальности, так же будет нагрузка на боевые упоры. Возможны разрывы гильзы и прикипание гильзы к патроннику (и отрыв "задницы" гильзы).
Практический пример: автору была поставлена задача, восстановить макет АКС-74У и переделать под калибр 7.62х39. Автор использовал в качестве исходника обрезок пулеметного ствола ПКМ (списанный на утилизацию ствол с разорванным патронником), с шагом нарезов в 240мм. Какое же было удивление, когда на расстоянии в 200 метров не удалось достичь стабильного попадания пули в ростовую мишень! Ни одни поправки на дальность не приводили к результату, впечатление - что пуля летит куда угодно, но только не в мишень. А из "Аксиньи" 5.45 можно смело попадать в ростовую мишень на расстоянии в 300 и более метров.
Шаг нарезов АКСУ 5.45 - 160мм. Считаем по формуле Гринхила:
(150 * 7,92^2) / 26,8 = 351мм - сильно отличается от заводского шага нарезов АКМ. Ну не было во 19 веке промежуточных патронов.
(180 * 5.6^2) / 25,5 = 221мм - что есть близкое к заводскому шагу нарезов АК-74.
Так же автор пробовал другие формулы, ничего не дало схожего с заводским шага нарезов в АК 7.62. Разве что покойный Калашников знает, какими формулами пользовался. Возможно дипломированный специалист и высчитал бы по формулам точный шаг нарезов, самоучка решил идти на компромисс.
Автор пошел другим путем: методом научного тыка. Выяснил, что шаг нарезов АКС-74У меньше шага нарезов АК-74 ровно на 20%. Стволы АКМ и АК-74 по длине одинаковы, длина пули схожая.
Итого имеем: 240-20%=192мм. Вот и подходящий шаг нарезов. Исходя из этого и других опытов автор понял, что если пуля в оружии под промежуточный или винтовочный патрон делает в стволе один полный оборот - про кучность и дальность можно забыть. После смены стволика на самодельный с шагом плюс минус 190мм - автомат стал попадать на 200м в грудную мишень, хоть и с поправкой на дальность. Автоматика тоже стала увереннее работать.
Неполадки, связанные со стволом и их устранение:
Недостаточная кучность на дальней дистанции: шаг нарезов медленнее, чем нужно - замена ствола с меньшим (более быстрым шагом). Проверяется более легкими пулями.
Недостаточная кучность на любых дистанциях: Отсутствие или плохое качество дульной фаски, пуля неровно сходит с нарезов и теряет устойчивость - сделать качественную дульную фаску. Так же может быть раструб ствола, возникает если сильно усердствовать с наждачным хонингованием и перепутать края во время обточки, это брак и лечится только заменой ствола. Это если пулю не срывает с нарезов.
Срыв пули с нарезов: Это когда на мишени повляются "утюги", пульки прилетевшие боком. Много причин:
Плохое качество пуль: касается самодельных или отстрелянных пуль. Попробуйте другие пули для полноты картины.
Слишком быстрый порох: касается самодельных патронов. Например, строительный порох (строяк) имеет очень быструю скорость горения и даже оболочечная пуля, получая такой "пинок под зад" может деформироваться и сорваться с нарезов. Не следует путать с "большой навеской" и корректировать оную в сторону уменьшения, нужно заменить именно порох на более медленный.
Просажен ствол по калибру: если калибр ствола что по полям, что по нарезам "просажен". Сравнимо с изношенным каналом ствола. Лечится только заменой.
Перейдем от теории к практике. Нестандартный (неклассический) профиль (вид) нарезки ствола:
Помимо классических, известных всем хоть раз державшим в руках нарезное оружие прямоугольных нарезов разные производители нарезных стволов используют нестандарную нарезку стволов. Какая-то фирма выделяет свои стволы типа визитной карточки, другая заботится о владельце, чтобы ему легче было чистить, третья стремится снизить нагрузку на ствол, чтобы последний делать тоньше. Самодельщики же сначала делают то, что им доступно по возможностям, затем изучив классику, разжившись хотя бы хоббийным оборудованием стараются сделать экземпляр ничуть не уступающий заводскому, а иногда и превосходящие заводские образцы по ТТХ и практичности.
Повторюсь: Важно! Вид, тип, количество и направление нарезов на боевые характеристики не влияют никак, при условии соблюдения калибра, размеров, шага нарезов и параметров (например длины). Проще сказать, ствол к ПМ нарезанный двенадцатью нарезами пушечного типа не будет стрелять ни лучше, ни хуже заводского четырехнарезного. Правильный самодельных ствол с классическими нарезами поставленный на Глок тоже не будет работать хуже, чем австрийский, заводской с полигональными нарезами.
Так же нарезы не делятся на "пистолетные, винтовочные и автоматные". Профиль и вид нарезов выбирается производителем по патенту, а самодельщиком по своему вкусу и предпочтению.
Все описанное будет показываться на опытных кусочках длиной 30-35мм.
Пушечная нарезка:
Пушечная или артиллерийская нарезка предстваляет собой узкие нарезы и узкие поля в большом количестве. В промышленности применяется для нарезания стволов нарезных пушек и другой артиллерии, ввиду больших размеров и калибров. Из стрелкового оружия такая нарезка встречается лишь в одном образце, Карабине Специальном КС-23, стволы которого по слухам делались из стволов устаревших авиапушек калибра 23мм. Способ нарезки ствола - строгание.
В самоделках такая нарезка применяется в основном начинающими оружейниками ввиду того, что делается она без применения какого-либо заводского оборудования буквально на коленке, и при изготовлении протяжки и нарезании не требуется серьезных навыков в металлообработке и имеется минимальный шанс на ошибку. По факту - это самый простой способ сделать нарезной ствол. Делается очень просто и напортачить тут практически невозможно. Тут всего-одна единственная сложность, найти подходящий инструмент-исходник для изготовления протяжки с подходящим, углом заточки, обычно это спиральная развертка, зенкер или даже сверло (ув. Никола делал свою протяжку именно из сверла). Изготавливать с нуля протяжку для пушечной нарезки не имеет смысла, лучше уже тогда на классические нарезы оную сделать. Так же безусловный плюс этой нарезки, что ее можно изготовить на тонкостенной заготовке, где невозможно осуществить качественное дорнирование.
Похожий метод строгания уже описывал уважаемый Никола, но все же я напишу свой опыт - так сказать для полной коллекции.
Для работы нам понадобится:
Дрель, тиски, молоток, толкатели
Микрометр или электонный штангенциркуль
Алмазные надфили
Дреммель с абразивными алмазными насадками
Развертка-заготовка и заготовка ствола
Шаг 1: Поиск исходника для протяжки
Отмеряем транспортивом нормаль и нужный нам угол для наглядности и ищем инструмент. Поиск лучше осуществлять по металлоприемкам или блошиным рынкам, где торгуют советскими запасами инструмента, зачастую там попадается много интересного. В большинстве своем заводской стандартный инструмент имеем твист гораздо больший, чем нужно нам, однако очень часто попадается что-нибудь нестандартное, зачастую отслужившее свое, однако с нужным нам углом.
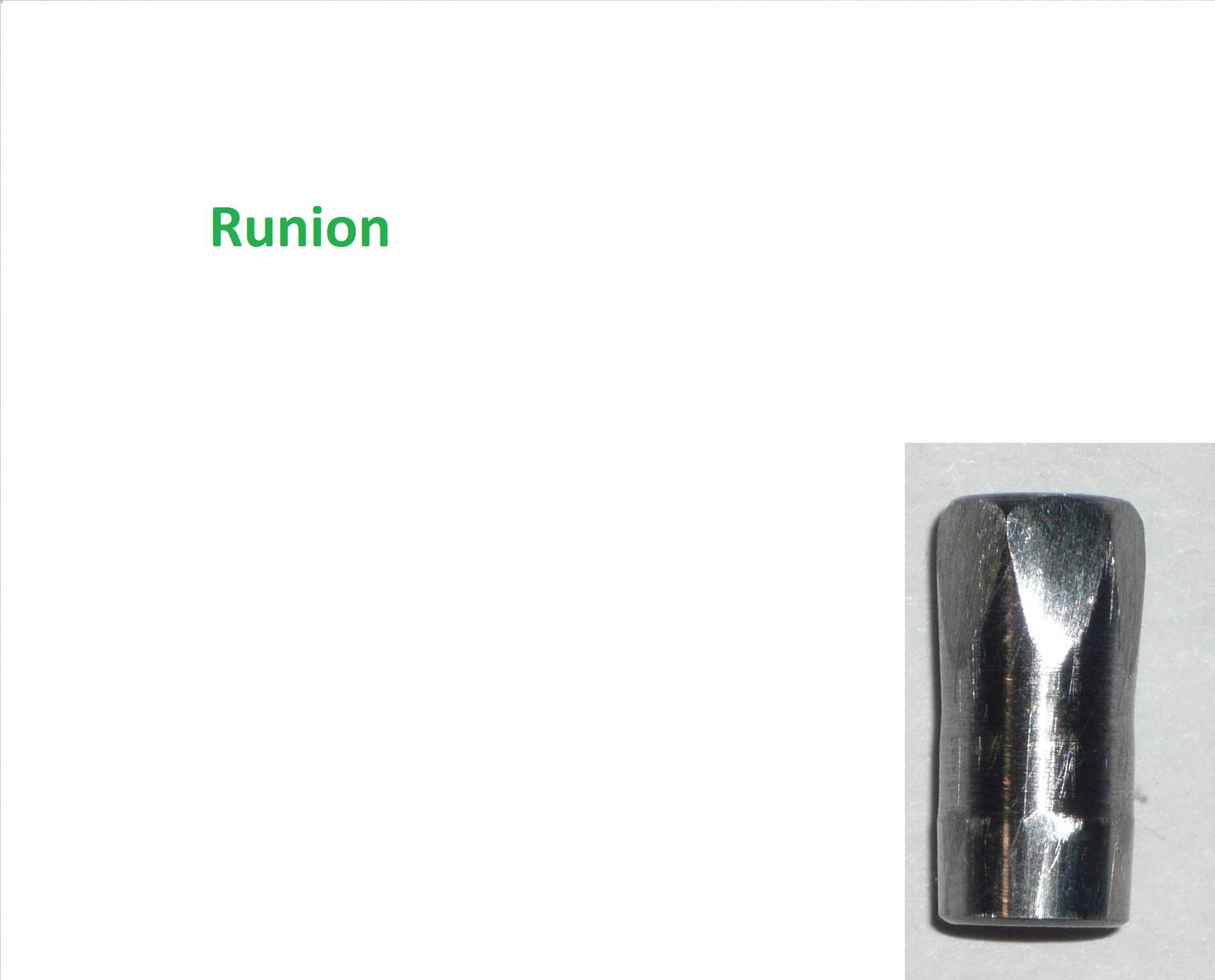
Вот фото купленной лет 10 назад нестандартной развертки ф8мм, угол позволяет сделать шестинарезную протяжку калибра 7.62мм с классической нарезкой.

Шаг 2: Изготовление протяжки
Выставив с минимальным биением, зажимаем наш инструмент-исходник в дрель и алмазным инструментом выводим конфигурацию. В отличии от двухперьевой развертки для изготовления классических нарезов конфигурация тут может быть любая, главное сделать пилотную часть длиной больше калибра и диаметром как можно ближе к калибру ствольной заготовки, режущую часть длиной 1-1.5мм, диаметр рабочей части в нужный калибр по нарезам и затыловку, без которой протяжка резать будет очень плохо. За симметрию при обработке в дрели можно не беспокоиться, она получается как на токарном станке - если выставить деталь с минимальным биением.
Затачиваем затыловку.
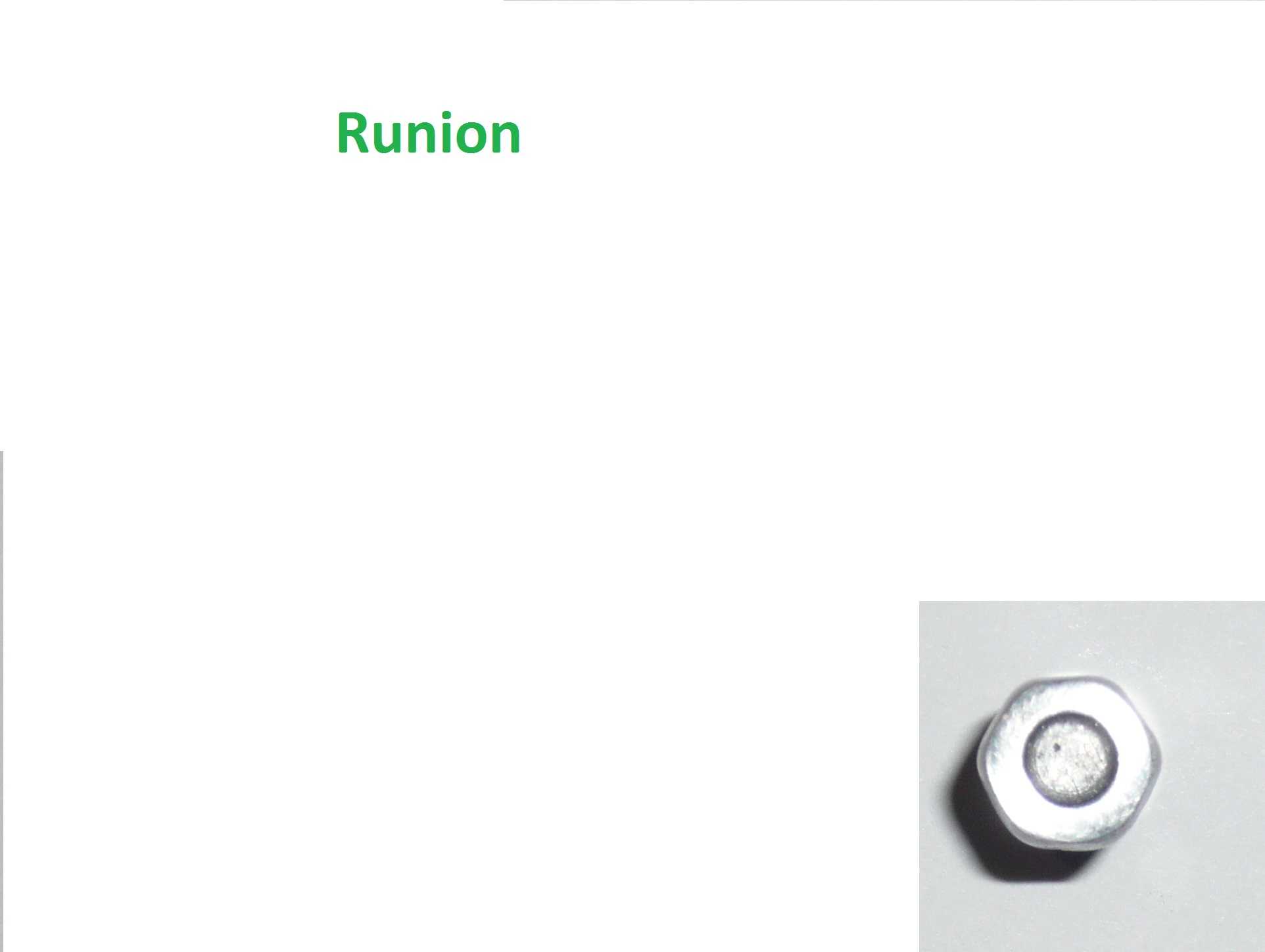
На фото протяжка-дорн. Это вовсе не ноу-хау, а всего-лишь ошибка. Сделана много лет назад, в эпоху изучения дорнирования. Перетачивать автор ее не стал, и так она работает, как надо.
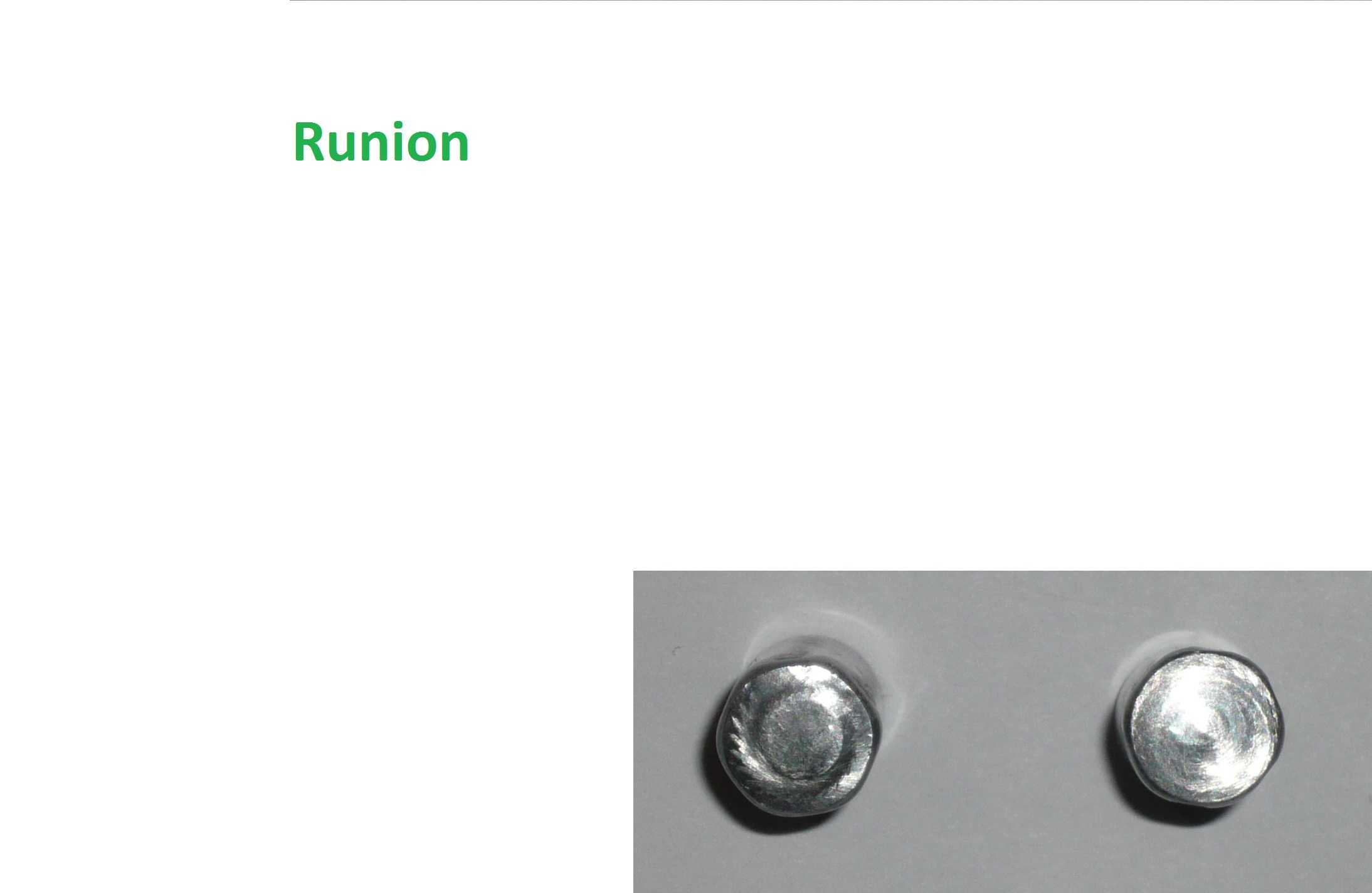
Шаг 3: Строгание Пушечной нарезки
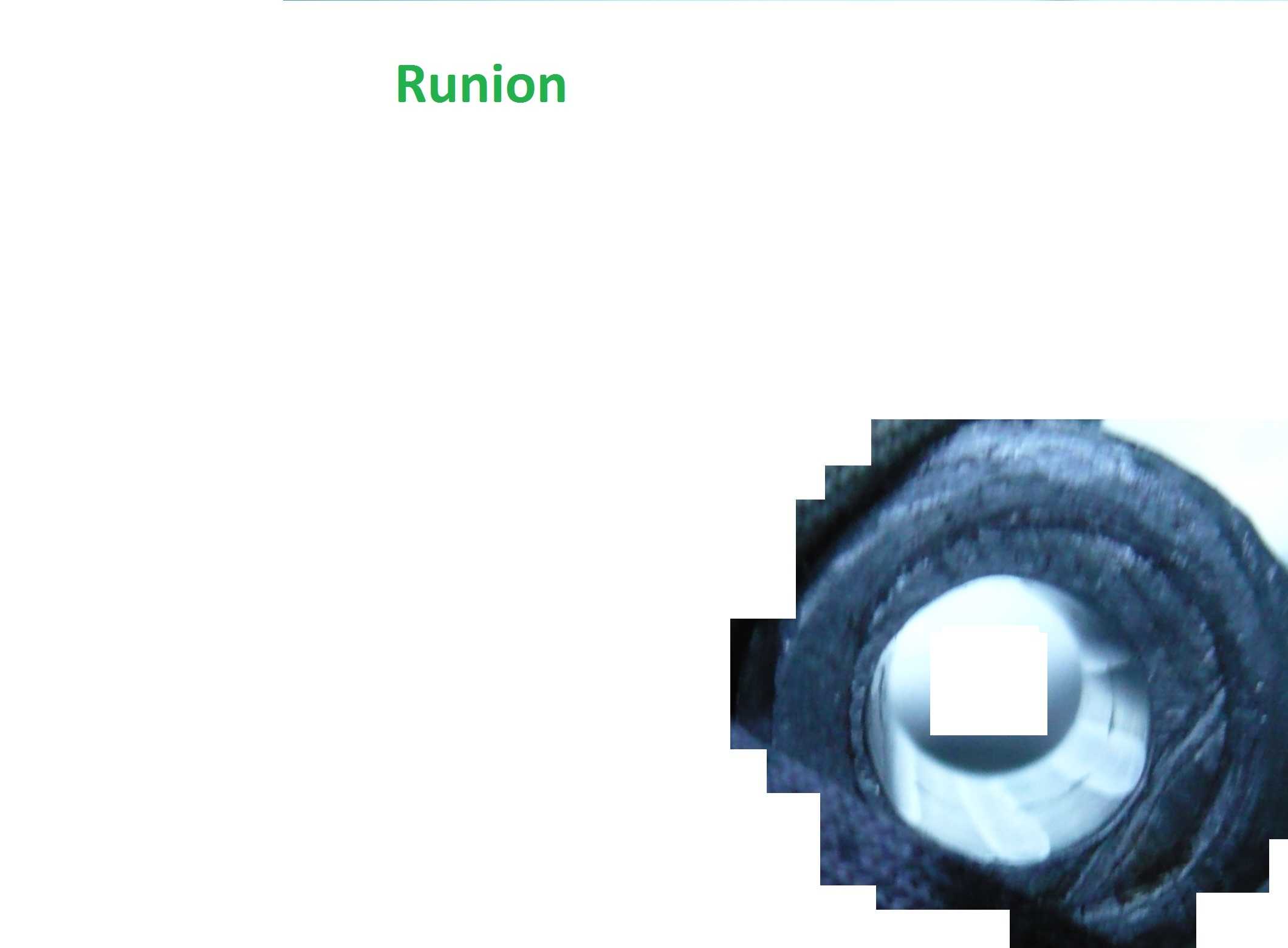
Готовим бланк, смазываем и строгаем при помощи молотка. Пробиваем протяжку один раз - получаем шесть нарезов. При такой малой их ширине - пулю может срывать. Ставим протяжку между нарезами и проходим еще раз. 12 нарезов - это то, что нам нужно.

Как видно на фото - стеночка ствола очень тонкая, что-то около 1мм. Твист быстрее заводского, для увесистой, но мягкой свинцовой пули при родной длине ствола пистолета ПМ подойдет.
Полигональная нарезка "Стелс"
Еще одна относительно простая нарезка. Преимущество этой нарезки в том, что ее почти не видно на просвет, и скорее она напоминает сверловку Ланкастер, нежели дорнированные нарезы. При всем при этом - такая нарезка при соблюдении размеров и шага работает не хуже классической, проверено. Однако в невидимости ее и недостаток. Очень трудно убедить, например, покупателя в том, что ствол все-таки не гладкий а нарезной. Это свойство может пригодиться не имеющим в своем хозяйстве токарного станка и вынужденных обращаться к соответсвующим специалистам, ведь такую нарезку замаскировать будет проще всего - достаточно чем-нибудь хорошо "обгадить" ствол внутри. Конфигурация такой нарезки примерно такая:
Показано на четырехнарезном варианте. Узкие, округлые и неглубокие поля и широкие нарезы.
В заводском варианте исполнения такой нарезки автор не видел, и она у него получилась не в результате каких-то опытов, а совершенно случайно. Сделать дорн под такую нарезку тоже очень просто - так же как и под классическую. Такой результат получается, если классический дорн наждачной бумагой с большего на меньший калибр (например с 9.32 ПМ под Люгер 9.08) - заваливаются грани.
Для работы нам понадобится:
Классический дорн или все, что нужно для его изготовления
Набор наждачной бумаги Р200-400-600
Дрель, тиски
Молоток, толкатели, заготовка ствола
Шаг 1: Изготовление "классического" дорна
Делаем полностью "классический" дорн, пропуская этап со шлифовкой. Припуск оставляем такой, как и под шлифовку классики. Угол канавок делаем на полградуса больше заданного, чтобы твист получился правильным, ибо такой дорн подвержен стаскиванию. Если есть в наличии испорченный/укатанный/продолбанный по размерам дорн большего калибра - смело можем перешлифовывать.
Важно! На скругленном или полигональном дорне шлифовка производится строго после изготовления нарезающих канавок, в классическом дорне строго наоборот!
Шаг 2: Шлифовка
Шлифуем нешлифованный "классический" дорн в те же размеры, что и правильный классический. Шлифовку лучше производить и на прямой, и на реверсе. Мягкая наждачная бумага в помощь. Зернистость и шаг тот же, что и на классике. После шлифовки дорн готов.
В данном случае был перешлифован испорченный (с неправильным углом канавок) дорн с 9.32 под 9.08. Общий принцип изготовления и так понятен.
Дорнирование Стелс:
Готовим бланк. Поскольку дорн у нас продавит канал ствола минимально, для уменьшения трения пули осевое нужно делать с бОльшим диаметром - почти по диаметру пули. Ленивые могут для ПМ пройти осевое непереточенной разверткой на 9мм, по принципу гладкого ствола. При дорнировании дорн идет очень легко, буквально пролетая со свистом.
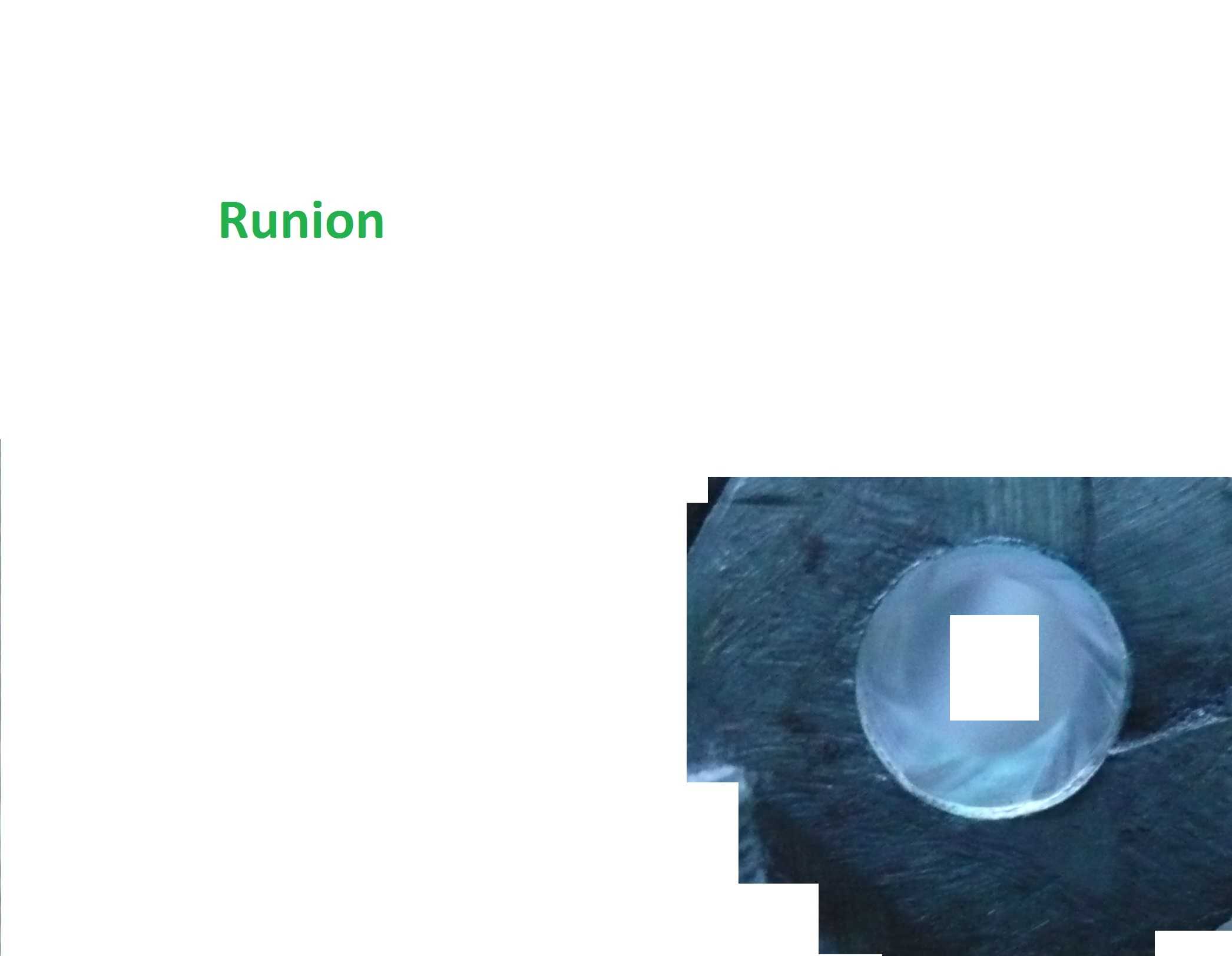
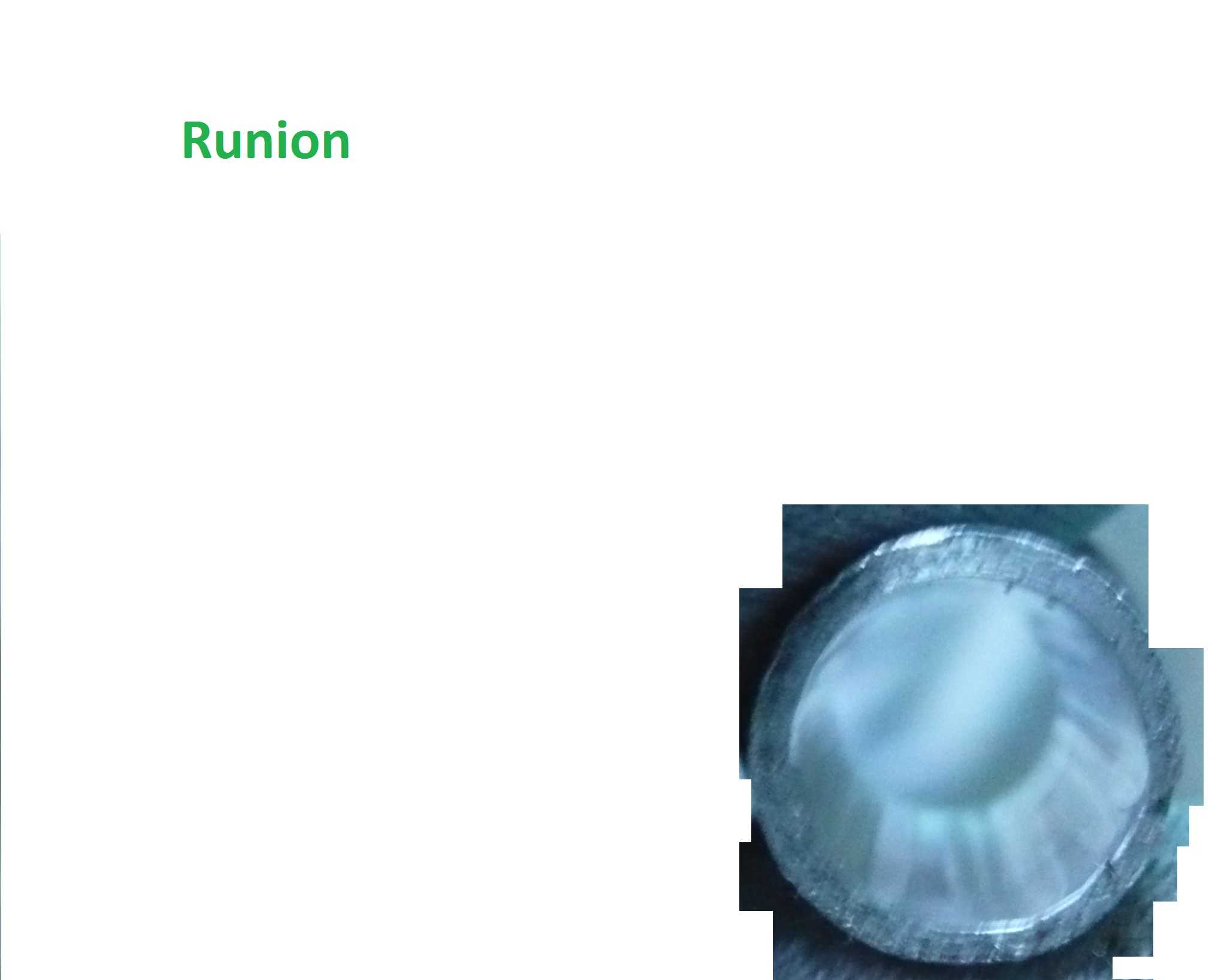
Вот какой результат получился:
Видно нарезы?

А они там есть.

Твист получился сильно длинный из-за ошибки на исходнике. Желающие могут увеличить фото и посмотреть нарезы, т.к. их даже в разрезе видно плохо.
Полигональная нарезка "Глок"
На самом деле, они не совсем полигональные. Скорее - это обычная классика со скругленными углами. Встречаются в стволах пистолетов австрийской фирмы Glock (имеется ввиду родной австрийский ствол Glock, производителей кастомных стволов для Глоков очень много, нарезы могут отличаться) и некоторых других зарубежных пистолетов. По слухам фирма Glock использует такую нарезку для снижения трения пули и нагрузки на ствол, но практически это подтверждено не было. Основное преимущество такой нарезки в первую очередь в том, что нарезы легче чистятся, да и дорн для них чуть легче сделать, однако нужен опыт, более твердая рука и больше терпения, чтобы точнее соблюсти размеры, особенно на внутреннем диаметре (внутри канавок) дорна.
Эскиз имеет ошибку в масштабировании, но сам принцип нарезов указан верно. Обычная классика, но вместо прямых граней нарезов и полей - скругленные.
Изготовление дорна "Глок"
Дорн "Глок" делается по принципу классического дорна, такой же конфигурации и из такого же доступного материала - ролик подшипника. Различие есть только в обработке канавок и шлифовке самого дорна. Пример показан на калибре 9.02 Люгер/Парабеллум.
Для работы нам понадобится:
Дрель, тиски
Набор алмазных надфилей
Дреммель с алмазными и абразивными насадками
Измерительный инструмент: микрометр или электронный штангенциркуль, транспортир
Набор наждачной бумаги Р200-400-600
Молоток, толкатели и заготовка ствола
Шаг 1: Вывод геометрии
Тут все как на обычном, классическом дорне, описано в статье Дорн. Припуски на шлифовку те же.

Шаг 2: Разметка и изготовление канавок
Размечаем дорн любым доступным способом на нужное количество нарезов (как это сделать описано в статье Дорн).
Канавки дорна Глок пропиливаются под нужным углом круглым тонким алмазным надфилем, периодически промеряя. Строгость внутреннего диаметра не сильно важна, хотя бы чтобы не более полутора-двух десяток больше, чем внутренний Ф ствола по полям, иначе фаска от круглого надфиля, формирующая округлые поля может не сработать - и получаться полуполигональные нарезы.
Дорн выглядит как нешлифованный классический.

Шаг 3: Шлифовка
Зажимаем почти готовый дорн в дрель и шлифуем мягкой мокрой наждачной бумагой, выводя в финальные размеры. Не обязательно, но желательно шлифовать по принципу туда-сюда, секунд десять вперед, секунд десять на реверсе. Шлифовка завалит грани дорна, сделав формирователи нарезов округлыми, что и нужно для нужной нарезки.
Финальный штрих - Важно! Буквально по пять движений туда сюда подпиливаем каждую канавку круглым алмазным надфилем. Это нужно, чтобы восстановить фаску на формирователях полей, иначе может не зацепиться и получиться нарезка "стелс".
Профиль дорна Глок:

Дорнирование нарезов Глок:
Готовим бланк в тех же размерах, что и под классическую нарезку, наносим защитное покрытие и дорнируем. Дорн идет немного тяжелее, чем при классической нарезке, но без проблем пробивается молотком. Шустовка при желании делается так же, как и на классической нарезке.
Полигональные или гексагональные нарезы - шестигранник
Истинная полигональная нарезка. Канал ствола с такой нарезкой имеет профиль шестигранника или гайки с твистом. В современном оружии встречается редко, единственный заводской экземпляр на моей памяти с такой нарезкой - ММГ Desert Eagle .44 Magnum. В эскизе эти нарезы не нуждаются, выглядят как гайка с твистом.
Изготовление шестигранного дорна:
Лучше всего в данном случае делать дорн из шестигранного ключа. Шестигранник на 9 под девятые калибры, 11 Шестигранник под .45АСР.
Шестигранник китайский, сделан из инструментальной стали CrV, хром-ванадий и закален примерно до 60 HRc. Отечественный аналог этой стали сталь ХВГ, которая по своим характеристикам является улучшенной ХВГ, с большей ударной стойкостью. Сталь эта по характеристикам просто песня: подойдет не только для дорнов, но и для ручных разверток и прочего оружейного инструмента. Поэтому дорн из такой стали будет даже лучше, чем из ролика подшипника.
Пример будет показываться на калибре 9мм Парабеллум. Шестигранник на 9 имеет ширину по граням 9.75мм, а по боковинам 8.85мм. Размер по боковинам почти то, что нужно под Люгер/Курц - а грани будем обтачивать.

Для работы нам понадобится:
Тиски, дрель, головка или вороток
Дреммель с насадками
Напильники или надфили
Набор наждачек Р200-400-600
Измерительный инструмент: микрометр или электронный штангенциркуль, транспортир
Газовая горелка
Шестигранник 9мм (или нужного размера)
Трубочка любая внутреннего диаметра чуть больше шестигранника
Молоток, толкатели и заготовка ствола
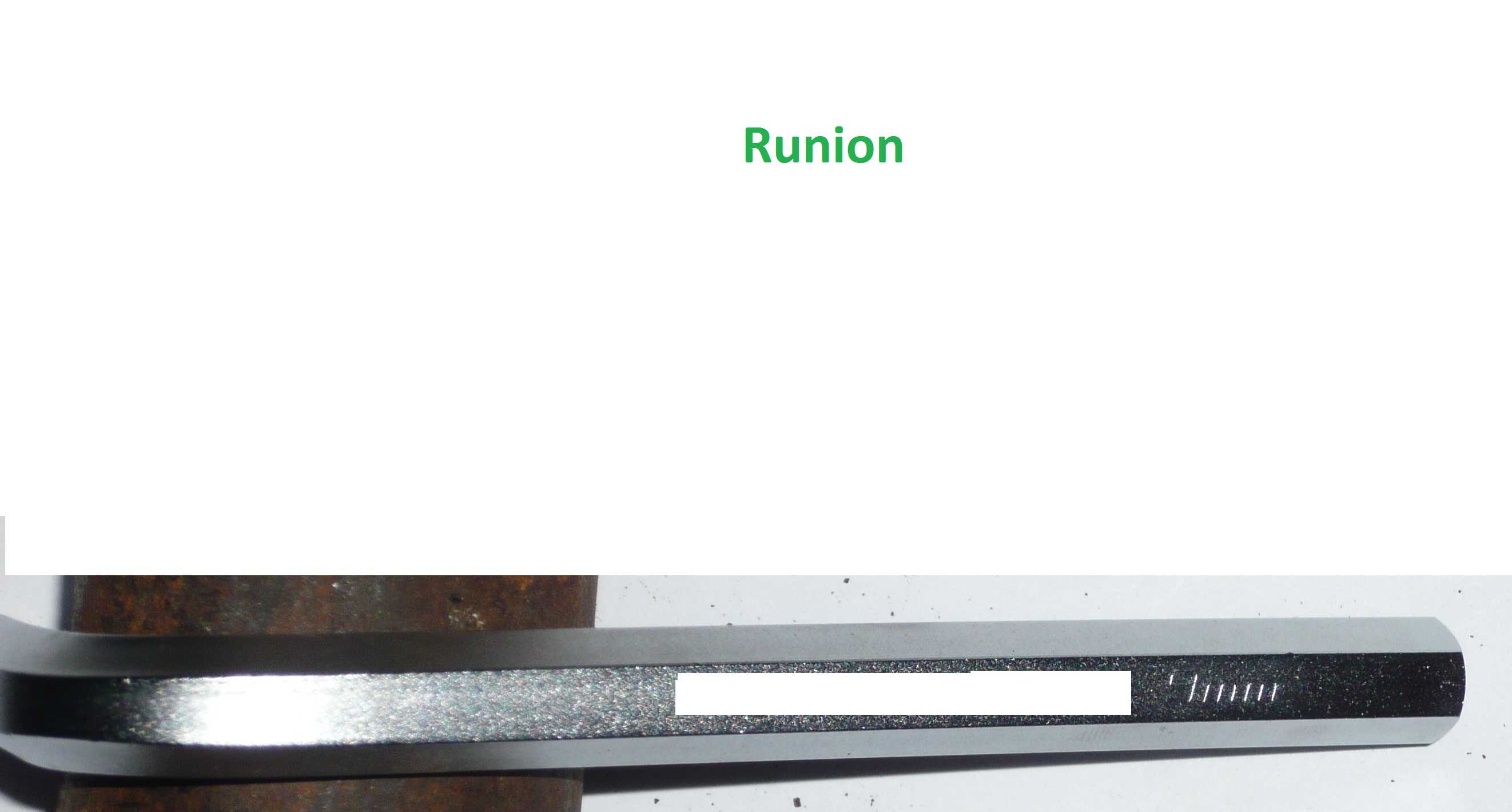
Шаг 1: Скручивание шестигранника в твист.
Греем горелкой наш шестигранник докрасна и даем плавно остыть, так как он закален и его нужно отпустить. Далее нужна будет любая трубка с внутренним Ф примерно 10мм длины примерно 50мм, в этой трубке вырезаем окно и размечаем угловую отметину, равняющуся желаемому твисту. Эта внешняя втулка не даст шестиграннику изогнуться в произвольном направлении при скручивании и послужит идеальным ориентиром. Зажимаем шестигранник в тиски, надеваем на него трубку и ориентируясь на метку при помощи воротка и головки или трубки-рычага, надетой на короткий конец и закручиваем шестигранник на нужный угол. Шестигранник желательно нагреть еще раз, непосредственно перед скручиванием. Сейчас Китай варит хорошую сталь и у автора на холодную без конского усилия не получилось скрутить в твист именно этот шестигранник, даже в отпущенном состоянии.
На фото - завернутый в твист шестигранник. Делал без отметины - ориентируясь на глазомер. Твист на шестиграннике получается прогрессивным - ничего не поделаешь, это следствие быстрого и неравномерного охлаждения после нагрева китайской горелкой. Рабочую зону дорна в 3.5мм с нужным твистом выкроить можно.

На втором фото отчетливо видна желательность втулки, кончик вне трубки загнуло. Если бы не втулка - шестигранник изогнулся бы буквой Zю и автор замучился бы его рихтовать.

Шаг 2: Обтачивание в размер
Отрезаем нужную часть шестигранника с запасом для зажима в патрон дрели. Зажимаем заготовку в патрон дрели и Важно! За одну установку! дреммелем придаем ему конфигурацию дорна с запасом под шлифовку. В этот раз можно вместо дреммеля и алмазного/абразивного инструмента использовать даже обычные напильники и надфили, потому как заготовка не закалена. У кого есть токарный станок могут использовать обычные резцы из быстрореза. Так же желательно наметить место отпиливания хвостовика, чтобы потом отрезной диск не соскочил и не поцарапал полированную поверхность. Затем шлифуем в черновой размер наждачной бумагой, заканчиваем Р200, в чистовой размер выводить до термообработки не нужно.
Важно! Финальный размер граней дорна должен быть на 4-6 соток больше формирователя нарезов классического дорна. Нарезы у полигонального ствола гораздо уже полей, поэтому канал по нарезам должен быть чуть шире пули. Пуля при стрельбе обжимается в шестигранник, обтюрация будет отличная. Образец для 9мм Люгер: 9.02+0.05(на отыгрыш стали)+0.05(для правильного соотношения размеров и более четких полей)=9.12 финальный размер. Плюс 0.04 для чистовой шлифовки и полировки - перед закалкой 9.16мм. Так же поскольку "гаечный" дорн относительно гладкий и подвержен стаскиванию рабочую часть делаем подлинее, не 2мм а 3-3.5мм. Твист тоже разумнее на полградуса перекрутить.

Автор решил не выбрасывать оставшийся кусочек шестигранника а использовал его для изготовления второго дорна, под ПМ 9.36мм, расположив заготовки валетом. Такой "валет" обтачивается и шлифуется зажатием в дрель за пилоты заготовок дорнов.

Шаг 3: Термообработка дорна
Будем калить сталь ХВГ. Эта сталь, как показала практика куда менее капризная в термообработке, чем углеродистая.
Греем горелкой примерно до 820-850 градусов (красного цвета "пожарной краски") и окунаем в масло.
Отпуск простецкий, но дорну из ХВГ отпуск даже не потребовался. Опытный кусочек после закалки удалось разбить кувалдой, положив на наковальню с большим трудом, удара с 30-го. Разлетелся довольно сильно, как и обойма от подшипника, так что будьте внимательны и пользуйтесь защитными очками при экспериментах.
Отпуск - греем до 180 градусов в электродуховке примерно полчаса и вынимаем из духовки и на воздухе остужаем.

Шаг 4: Чистовая полировка
В отличии от развертки дорн нужно полировать если не до зеркала, то хотя бы до блеска. Сильная шагрень, возникающая при закалке дорна может отрицательно повлиять на качество канала ствола и увеличить усилие дорнирования.
Здесь все просто - зажимаем заготовку опять в дрель, две сотки сшлифовываем наждачкой Р300, далее сотку Р400 и по полсотки Р600-Р800.
Лишь после этого обрезаем хвостовик, в данном случае разрезаем "валет" по метке на две части. Дорн готов.
На более малом дорне под Люгер пришлось немного подточить твист подходящим алмазным надфилем, дорн почти круглым стал.

В профиль:
Изготовление шестигранного дорна - альтернативный вариант:
Если вы не желаете по каким-либо причинам делать дорн из шестигранника, то его можно сделать и из ролика подшипника. Сделать такой дорн куда сложнее, чем классический и дольше по времени. Можете заняться, если скучают руки или есть какое-нибудь делительное приспособление. Результат дорнирования с дорном из шестигранника - одинаков.
Шаг 1: Выводим геометрию:
Выводим геометрию с припуском примерно 0.12мм от нужного. Довольно трудно попасть в размер. Больше нужного сделаешь - твист шлифовкой сточишь, меньше нужного - не зашлифуешь правильно.

Шаг 2: Формирование твиска и гайки:
Размечаем дорн маркером на шесть частей. При помощи плоского алмазного надфиля между меток под нужным углом стачиваем дорн Работа очень скурпулезная и занимает много времени, и нужно постараться сделать соосную "гайку" из ролика, чтобы получить нужный результат. Грани можем сточить почти на нет - главное создать твист на боковинах. После шлифовки грани все равно проявятся.


Шаг 3: Шлифовка:
Шлифуем наш дорн в дрели до зеркала и финалоного диаметра 9.12мм. Гаечный твист слабо виден, но он там есть.

Шаг 4: Восстановление твиста:
В процессе шлифовки может подпортиться угол гайки - и после дорнирования дорн даст неправильный твист. Восстанавливаем твист на гайке при помощи подходящего (квадратного) алмазного надфиля. Сточить нужно совсем немного, буквально две сотки. После чего совсем немного полируем мягкой наждачной бумагой Р600-800 окружность дорна.

Профиль гексагонального дорна из ролика:
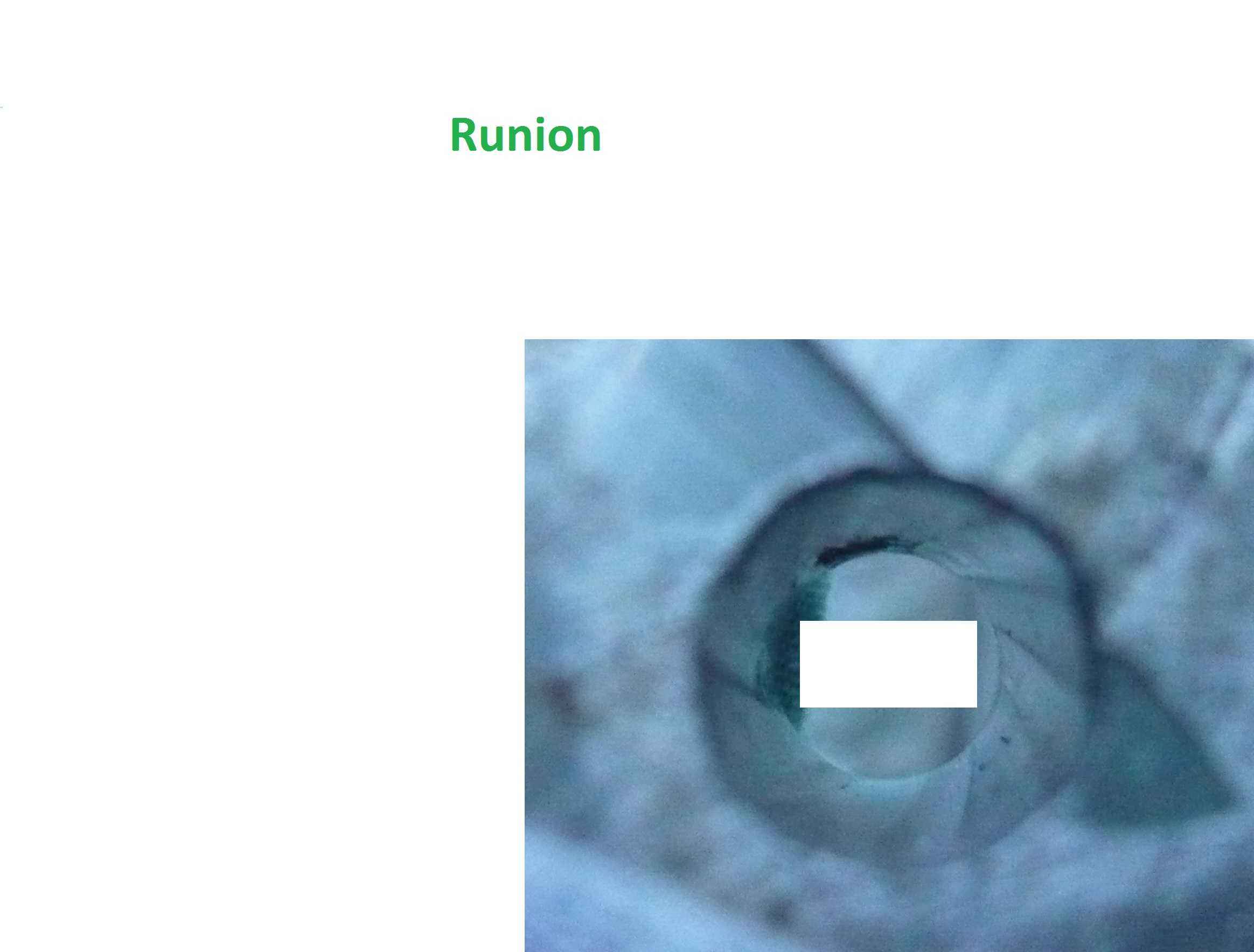
Дорнирование гексагона:
Ничем не отличается от дорнирования любого типа. Готовим бланк, наносим защитное покрытие и дорнируем. Гексагональный дорн идет на удивление легко. На выходе получаем вот такие нарезы.
Отчетливо видно, что канал ствола "ошестигранился" и видно сами нарезы.
Глубина нарезов небольшая.

Любыпытный опыт: гексагональный дорн неплохо дорнирует тонкостенные трубки. Автор тонкостенками не занимается, поэтому данное пробитие попробовал первый раз. Как видно, полигональные грани выштамповались нормально даже на стеночке около миллиметка, но твиста почти нет. Думается, если с твистом на дорне поэксперементировать - то можно получить желаемое.
Полезные советы:
Альтернативный вариант хонингования:
Вместо наждачной бумаги можно использовать хон из сломанного алмазного надфиля. Берется пруток в полкалибра и припаивается к нему алмазный надфиль за державку. Дабы пруток и проход соответствовали калибру - между прутком и припаянным надфилем прокладывается изолента. Такой вариант больше для ленивых - много снимает, но очень быстро делается. На длинном стволе большой шанс продолбать калибр. Крутить такой хон шуруповертом на малых оборотах.
Как сделать длинный бланк:
Изготовление длинного бланка дорнированием от короткого отличается только длиной вашего инструмента и оборудования. Даже один и тот же дорн использовать можно, если заданный угол канавок дает нужный шаг нарезов. Пружинит длинный ствол немного сильнее, толкатели иногда выпрыгивают при пробивании молотком, однако усилие не изменяется. Самодельный пресс из домкрата одинаково тянул что короткие бланки, что длинные.
Как выточить длинный ствол на маленьком настольном токарничке:
Все знают, что длина обработки детали в станке ограничивается если не РМЦ, то хотя бы длиной станины. Но, как известно - самодельщики не немцы и могут даже из куска стали при помощи дрели и какой-то там матери неплохой стреляющий агрегат сделать. А уж с токарником, хоть каким-нибудь...
Длинный ствол на маленьком токарничке можно выточить не хуже, чем на большом. Однако с одной оговоркой - придеться пожертвовать 20-30мм бланка, их обточить никак не удасться. Условия - патрон должен быть в неплохом техническом состоянии и проточенными губками, иметь минимальное биение по калиброванному стержню. Конусящий или раздолбанный патрон испортит бланк - соосности с каналом ствола не будет. Так же бланк должен быть без увода по оси - в идеале заводской.
Крепим бланк:
Без поджима задней бабкой или какого-нибудь упора на маленьком станочке точить такую длину невозможно, ось сдвинеться от малейшего прикосновения резцом, да и заготовка легко может вылететь из патрона. Поэтому вместо задней бабки крепим к торцу станины неподвижный люнет. Устанавливаем бланк, надежно зажимая одной стороной 20-30мм в патрон - вторая идет сквозь люнет. Бланк в люнете выставляем с минимальным биением, проверяя часовым индикатором, места трения на болтах люнета смазываем литолом. Вместо люнета можно использовать заднюю бабку, разобрав и вытащив из нее пиноль. Отверстие под пиноль задней бабки многих китайских станочков составляет 25мм, что нам подходит при диаметре бланка 25мм. За один два раза такого нештатного использования задней бабки со станочком ничего не случиться, но злоупотреблять этим не следует.
Протачивание:
Под рукой должен быть часовой индикатор и масленка. Резцы должны быть хорошо заточены. Протачиваем на малых оборотах, не заходя более, чем на 50мм от патрона небольшими проходами, по паре десяток сразу в финальный размер, соблюдая все посадочные диаметры ствола. Как проточили первые 50мм, отмечаем на проточенном участке места кулачков и отрезаем наши 20-30мм. Переставляем заготовку, просовывая проточенную часть в шпиндель и стараясь параллельно кулачкам. Зажимаем, заново выставляем в люнете при помощи индикатора, смазываем и протачиваем еще 50мм. Помимо консистентной смазки нужно обязательно поддавать жидков в процессе точения, при малейшем подозрении на люфт люнета - перемерять индикатором. Как только проточили бланк, чтобы вместился в станину с установленной задней бабкой с вращающимся центром и его можно было зажать в патрон за уже проточенную часть - убираем люнет, зажимаем в патрон, поджимаем задней бабкой и дотачиваем как положено. Работа очень медленная и кропотливая, но качество получается не хуже чем в центрах на большом станке.
Как сделать ствол, если нет токарного станка:
Покупка токарного станка - казалось бы очевидный ответ. Но что, если вы не технарь, у вас нет опыта в металлообработке и соответствующего хобби и даже желания работать с металлом?
Но вы все же очень хотите сделать себе один-единственный простой стволик, к какому-нибудь купленному СХП-пистолету с минимальным деактивом, который можно восстановить простой сменой ствола. Хотя бы про запас, на случай внезапного зомби-апокалипсиса.
Да, можно поступить по-еврейски: купить бэушный хоббийный китайский токарный, наточить себе стволов про запас на все предположительные хотелки и после продать станок, оборудование ведь в цене совсем не теряет. Но что если вы не любите кошегную мацу, а токарный станок вы видели только на картинке и он у вас ассоциируется с кабиной пилота Boeing-747 и вы думаете что банальному черновому проходу будете учиться целый год перепортив кучу заготовок и оснастки?
Обратиться к специалисту:
Важно! Помните, что привлекая стороннего человека вы рискуете сильнее всего, еще и подставляете его. Автор очень не рекомендует данный вариант и не несет никакой ответственности за его использование, будь то палево или битая морда этим самым токарем. Ответственность не обязательно может регламентироваться, получить на орехи от токаря тоже приятного мало.
Для начала нужно найти подходящего токаря со станком. Таких стоит искать не на крупных предприятиях (там зарплаты немаленькие и работы хватает), в интернете тоже не стоит искать. Стоит искать в разных мелких автосервисах, мелких частных и государственных мастерских. Идеальный вариант - частный токарь с личным станком, их можно найти в наше время только в небольших городках: в частном секторе, в дачных или гаражных кооперативах (к сожалению в крупных городах их безжалостно сносят и застраивают многоэтажными жилыми комплексами, современными паркингами или коттеджами), такие токаря в основном пьяницы, раздолбаи и рукожопы с убитыми станками - но в нашем случае это лучший вариант.
Меры безопасности при этом простые: токаря находим желательно в соседнем населенном пункте, мобильник и авто оставляем дома, неброская одежда без каких-либо военной или криминальной атрибутики и физиономия попроще. Заготовку и чертеж нужно обязательно замаскировать. Конечно, токарь-алкаш может вам и ствол танка выточить, если ему проставиться некоторым количеством убитых американских президентов.
Важно! Работа по обточке должна быть выполнена если сразу после обращения к нему. Не следует оставлять заготовку у токаря даже при надежной маскировке заготовки.Причем вовсе не потому, что токарь может что-то увидеть и настучать куда следует. Токарь может "забыть" о вашей болванке металла, а выточить вам деталь по чертежу из своей, совершенно посторонней, соответственно "цельной" болванки. Куча смеха и много этажей матерных будет, когда получив обточенную заготовку на руки вы будете "размаскировывать" ее.
Маскировка сверления:
Сверление замаскировать почти невозможно. Если же вы решили обратиться с хотелкой к какому-нибудь токарю, то знайте: почти любой токарь сталкивался с изготовлением стволов. Кто-то для себя делал, кто-то "калымит" таким образом - поэтому почти любая трубка с внутренним диаметром, приближенным к калибру, соответствующей длиной и внешними размерами у токаря ассоциируется со стволом! Поэтому зачастую токаря отказываются сверлить длинным сверлом с одного конца, ссылаясь на отсутствие такого сверла. Можно, конечно принести с собой сверло, но токарь сразу поймет, ЧТО вы хотите. Повторюсь, сверление с двух сторон вызовет неизбежную несоосность канала.
Пусть токарь засверлит глухое отверстие на глубину стандартного сверла, остальное досверлите сами дрелью. Направление от этого не пострадает. Или засверлиться с двух сторон, но сверлом на пару мм меньше нужного диаметра канала ствола, например 6мм для канала 9мм.
Маскировка ствольной заготовки для обточки:
Самое главное, что нам нужно сделать - надежно закрыть канал ствола от посторонних глаз.
Для начала сверлом или разверткой диаметра чуть больше, чем калибр нашего ствола срезаем напрочь нарезы с двух концов на глубину 10-15мм (надеюсь не забыли, что если у вас нет токарного станка - нарезной бланк нужно делать длинее желаемого на эту самую длину). Далее нам нужно выточить (в дрели, напильником) две пробки из подходящего пруточка алюминия или меди длиной 5-10мм в приблизительный диаметр пули. Забиваем наши пробки с обоих концов на глубину 10-15мм и подвариваем эти пробки, чтобы их не было видно (параноики могут насыпать в канал ствола стружки или стальных шариков от пневматики, чтобы токарь после проточки по весу не определил, что заготовка полая внутри). Не имеющие сварки могут использовать вместо нее хорошую, термостойкую металлонаполненную холодную сварку или компаунд - получается не хуже. Здесь не нужна ни прочность, ни герметичность. После сварки сглаживаем абразивной шарошкой в дреммеле или любым другим подходящим инструментом нашу заварку, формируя глухие заводские центровочные отверстия. При желании обрабатываем нашу закупоренную заготовку в вид какой-нибудь запчасти (шкворень, вал).
В конце художеств обмазываем паяльной кислотой и оставляем на пару дней, чтобы заржавела. Холодную сварку можно "оржавить" при помощи краски-имитатора ржавчины, такая продается в магазинах, торгующим товарами для стендового моделизма.
Важно! Для маскировки канала ствола нельзя использовать свинец, нетермостойкие полимеры и всякую фигню, вроде деревянных чопиков. У частных токарей как правило убитые станки и не работает подача смазочно-охлаждающей жидкости и заготовка при обточке может нагреться градусов до 400. Свинец расплавиться и вытечет, чопики и пластих начнут тлеть и вонять и могут скомпрометировать.
Что мы в итоге получили? Вместо нарезного бланка какую-то старую запчасть непонятного назначения. Видимо оная запчасть валялась в чулане не один год или была подобрана на металлоломе/помойке. И даже зная куда лезть нужно сильно постараться, чтобы понять, что внутри есть канал с нарезами. Что сделает токарь? Заглянет в глухие отверстия, обрадуется что ему не придется выставлять точно болванку в патроне - сунет ее в центра и проточит.
После обточки ту часть, которая со стороны дульного среза обрезаем, а из той, где будет патронник пробку выбиваем, по потребности удалив сварку. Все художества патронником перекроются.
Маскировка чертежа и нужного внешнего вида после обточки:
Чертеж бесспорно можно начертить и от руки. Но для большей безопасности и убедительности лучше "нарисовать" какой-нибудь чертеж запчасти, имитировав вырванную страницу из старой сервисной книжки какого-нибудь лодочного мотора, мотопомпы или иного агрегата китайской системы "Sunghui". Adobe Photoshop и состаренная "желтая" бумага в помощь.
Понятное дело, внешний вид заготовки меняем по вкусу и возможностям окончательной обработки слесарным инструментом. Можно добавить фланцы, которые потом можно сточить напильником, добавить посадочный диаметр под какую-нибудь шестерню или подшипник (последнее разумеется подобрать и принести с собой для наглядности).
Вариантов маскировки очень много. Конечно, если вы не технарь, вам будет тяжелее что-нибудь придумать, но - тут есть книги, интернет. Изучайте, включайте голову - и все получится.
Вытачивание простого ствола из бланка без станка:
Этот вариант для неленивых. Обточить бланк в без станка непросто, но все же возможно.
На этом форуме одним уважаемым камрадом уже описан один из способов. Способ этот вполне рабочий, но если у вас не копанина, которую в последствии будете разворачивать а кусок заводского или изготовленного своими руками бланка - вставка развертки в нарезы неизбежно попортит канал ствола. Есть два способа закрепить бланк ствола в дрели. Они зависят от того, что вы будете использовать для обточки: напильник или электроинструмент.
Способ крепления первый: болт. Обработка бланка напильником.
Решение тут простое - вместо развертки использовать обыкновенный болт чуть меньше диаметра канала ствола и длинее оного на 50-60мм, чтобы можно было зажать в патрон дрели. Берем болт, оборачиваем его термоусадочной трубкой (возможно нужно будет несколько слоев для центровки), фиксируем гайкой. Важно! На кончик болта, зажимаемый в дрель прикрутите корпус забивного анкера или какой-нибудь подходящий цилиндрик с внутренней резьбой. Резьбу перед этим нужно смазать локтайтом или При зажимании болта в патрон дрели резьба неизбежно деформируется, плюс к тому постоянно сбивается соосность, и в конце велик риск получить обточку несоосную с каналом ствола. Цилиндрический корпус забивного анкера поможет соосно и надежно закрепить болт с бланком в патроне дрели.
Так же следует обязательно соблюдать технику безопасности, потому как бланк ствола 9мм длиной 110мм весит порядка 300 граммов, и вылетев из патрона может нанести травму. Поэтому при обточке держим морду лица непараллельно оси вращения бланка и пользуемся защитными средствами.
Обтачивать исключительно напильником. Напильник должен быть новым или в хорошем состоянии - острый. Крепление на одном лишь болте в патрон дрели не даст необходимую жесткость, чтобы можно было безопасно и с максимальной производительностью вместо напильника использовать электроинструмент.
Плюс этого способа в том, что работать можно в буквальном смысле на коленке, стружку собирать штанами а дрель с напильником найдется почти у каждого. Минусы очень существенны: низкая производительность и большие трудозатраты.
Что по времени - то автор таким способом, используя вместо дрели китайский сетевой шуруповерт обработал непиленный кусок ММГшного ствола 7.62мм с диаметра 15мм до диаметра 11мм за неделю, работая неспешно, вечерами. С бланком 9мм диаметром 22-25мм пришлось бы возиться больше месяца.
Способ крепления второй: на шпильке с упором.
Если вы не планируете коротать долгие зимние вечера неспешно обтачивая бланк напильником а планируете подключить "тяжелую артиллерию" (болгарку) - тогда вам лучше будет этот способ. Он позволит закрепить заготовку ствола почти так же точно и надежно, как и в центрах токарного станка, поэтому выдержит любую боковую нагрузку при ручной подаче электроинструмента. Для этого нужно будет собрать несложное приспособление.
Для работы нам понадобится:
Дрель электрическая с регулировкой оборотов или редуктором (советская лучше всего)
Тиски такие, чтобы можно было зажать дрель
Уголок стальной высоты не меньше высоты оси патрона дрели, зажатой в тисках
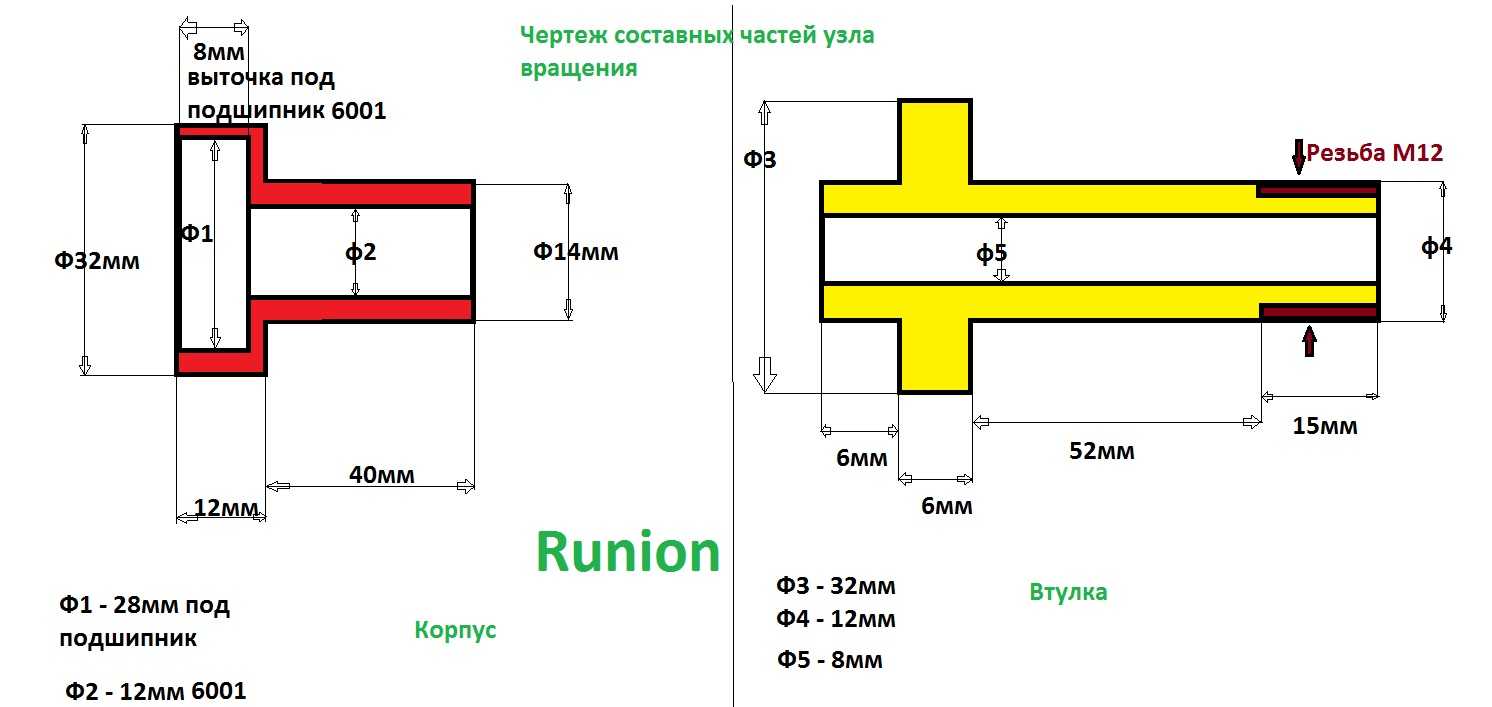
Узел вращения с подшипником - заказать у токаря
Шпилька М8, две гайки М8, несколько шайб М8 маленьких
Забивной анкер с внутренней резьбой
Стол: такой, который не жалко. На него будем крепить нашу приспособу
Сборка приспособления
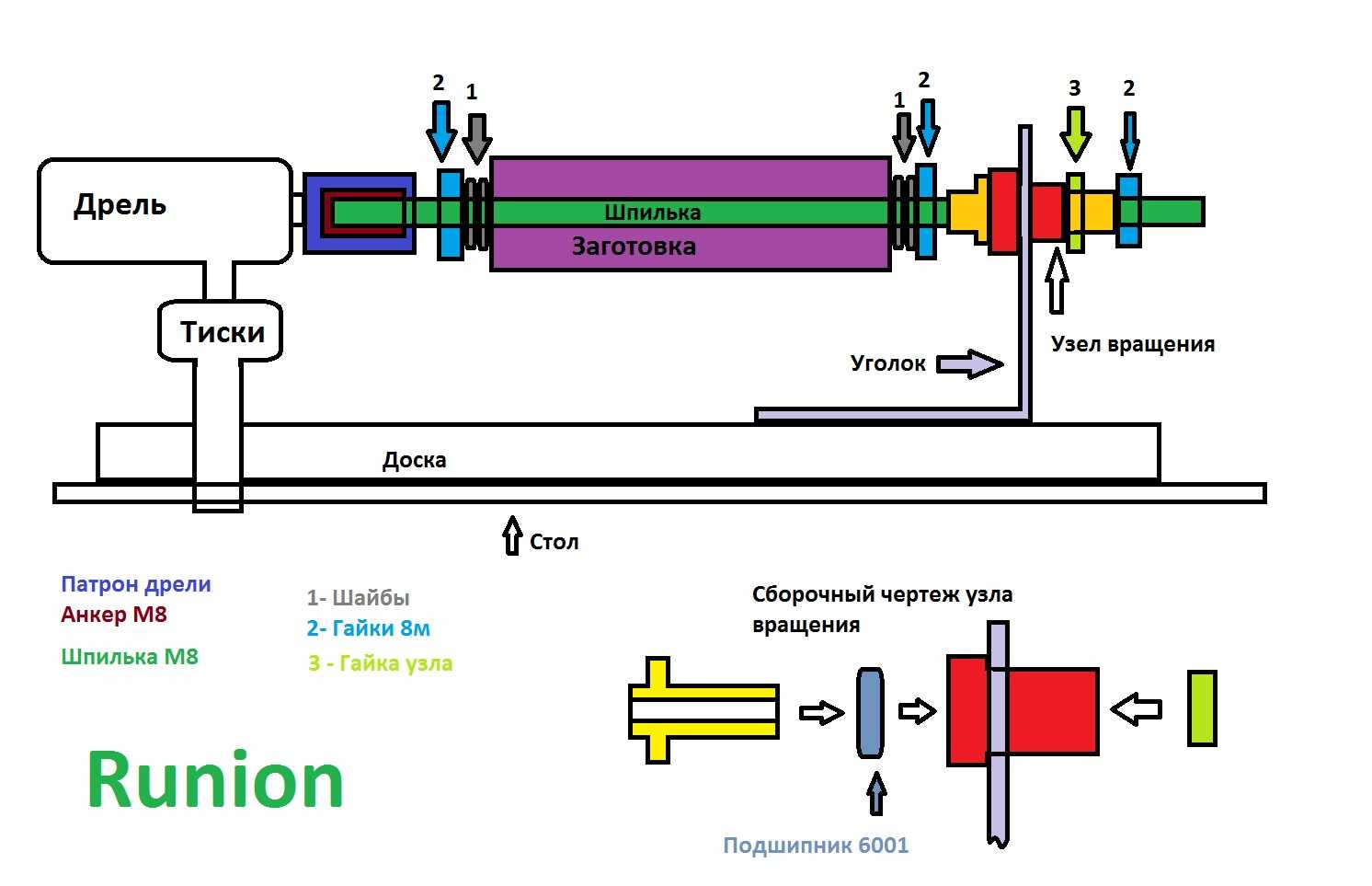
Для начала нам понадобится доска, достаточно прочная и толстая, сороковка или пятидесятка, длины такой, чтобы вся наша конструкция уместилась: 600-800мм. Доска должна быть ровная, ширина произвольная. Крепим ее к ненужному столу при помощи болтов. Конечно можно обойтись и без доски, закрепив конструкцию напрямую к столу - но это если стол металлический верстак, или на худой конец советского или самодельного происхождения - с прочной столешницей, а не какая нибудь современная сопливая поделка. Крепим нашу доску к столу на четыре болта, расчерчиваем на ней прямую линию - на нее будем ориентироваться при установке дрели в тисках.
Теперь разберемся с уголком. Уголок нужен металлический, массивный. Такие зачастую можно найти там, где торгуют стеллажами. Нужен прочный стальной уголок, идеально подойдет 400х400х50мм, толщиной 5мм. Можно и сварить из полоски, но главное чтобы он был ровный. По ширине размечаем центр вручную, а по высоте - крепим дрель, в дрель сверло на 6-7мм, упираем уголок в доску и засверливаем центровочное отверстие, и не нужно мучиться с высчитыванием высоты. Рассверливаем сверлом 14мм под посадку корпуса узла.
Заказываем у токаря узел вращения и прессуем туда подшипник. Корпус узла нужно прихватить сваркой. Детали непалевные и не оружейные, поэтому смело идем к специалистам.
Ориентируясь на наше расчерчивание на доске и крепим уголок с узлом на два-три болта, насквозь через доску и стол.
Покупаем шпильку М8, желательно купить хорошую шпильку, прочности хотя бы 8.8. Выдержит любая, но на китайском говне очень плохая резьба и такая шпилька обычно одноразовая. На нашу шпильку с одной стороны накручиваем корпус забивного анкера для бетона с внутренней резьбой, смазав его клеем или фиксатором резьбы. Это нужно для того, чтобы ровнее и надежнее зажать шпильку в патроне. на саму шпильку накручиваем одну гайку, там где будет надет бланк надеваем и усаживаем термоусадочную трубку, она идеально отцентрует бланк на шпильке и не даст шпильке поцарапать нарезы. Прокладываем шайбы, продеваем шпильку через канал будущего ствола и стягиваем гайками. Получился своеобразный "шашлык". Далее один конец во вращающийся узел, второй в дрель. Фиксируем один конец гайкой, второй в патроне дрели. Проверяем. Готово, можно точить.
Совет: перед обточкой утяжелите стол четырьмя-шестью кирпичами и закрепите их скотчем. Вибрация стола при вращении сильно уменьшится.
Обточка
Как и чем обтачивать - решать вам.
С напильником все понятно, берем напильник в руки и прислоняем к вращающейся заготовке. А с электроинструментом уже чуть сложнее. Нужно контролировать подачу руками, да еще и не допускать перегиба диска во избежании его разрыва. Драть туда-сюда как на станке не выйдет - очень много времени займет и физических усилий уйдет. Так же диски при таком подходе быстро изнашиваются.
Автор в черновой диаметр 13.5мм обтачивал при помощи небольшого дискового заточного станочка (в народе - наждак) с установленным на нем болгарочным кругом. На станочек устанавливал ограничитель, чтобы не пропилить больше нужного и придвигая станочек "нарезал колечками".
Затем уже обычным кругом сгладил бланк в единый диаметр, большим напильником подогнал диаметр в 13мм, далее шлифовка при помощи наждачной бумаги.
Важно! Если у вас бланк имеет увод более одного миллиметра - разумнее будет вручную сточить оный, чтобы бланк перед обточкой был более-менее ровный. В противном случае заготовка будет сильно бить а стол будет прыгать. На качество обточки это особо не влияет - но влияет на износ абразива и удобство работы.
Буков опять получилось очень много. Скорее всего это крайняя статья по нарезному бланку от автора, и так автор передал почти весь свой опыт в бланкоделании и разжевал все, что можно до самых соплей. Дальше каждый сам решает, что ему делать. Большая просьба для начинающих - не засыпать форум и мастеров глупыми вопросами. Вся информация и так разжевана. Хочешь сделать - осознавай ответственность, читай, делай, включай голову. Не хочешь делать - покупай. Не хочешь делать и покупать - играй в контру и стреляй там, это самый безопасный вариант. Автор так же просит не ссылаться на него в случае чего, информация дана, повторюсь - в образовательных целях. Учитесь и развивайтесь.
С уважением, Слободан.

Редактировался Slobodan (2019-11-20 12 ч.)
Зарегистрирован только на Runion.



